

Manufacturing warehouses present a distinct set of operational demands that separate them from distribution centers or retail fulfillment facilities. Raw material staging, work-in-process buffer storage, finished goods holding, and production line feeding all happen within the same four walls, often simultaneously. The question of whether four-way shuttle systems suit this environment requires examining how these systems interact with manufacturing-specific workflows rather than relying on generic automation benefits.
I have worked on pallet storage projects across automotive component plants, battery cell manufacturing facilities, and precision machinery operations. The pattern I observe repeatedly is that manufacturing warehouses succeed with four-way shuttle systems when the implementation addresses production rhythm alignment, not just storage density. A shuttle system that maximizes cube utilization but cannot respond to unplanned production pulls creates more problems than it solves.
Why Manufacturing Warehouses Differ from Distribution Centers
Distribution centers optimize for throughput velocity. Goods arrive, get sorted, and leave within hours or days. Manufacturing warehouses operate on a fundamentally different logic. Materials may sit for weeks awaiting production scheduling, then suddenly require rapid sequential delivery to multiple production lines within a single shift.
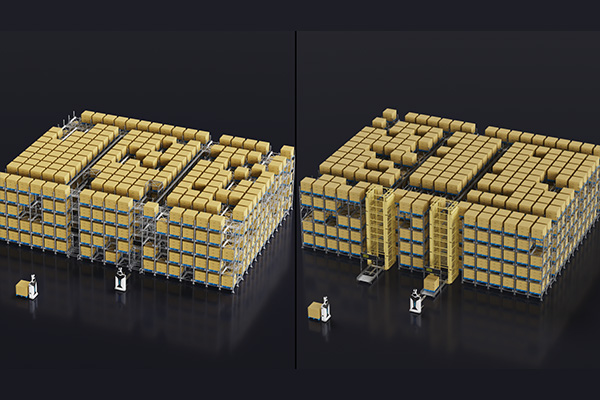
This creates what I call “burst demand with long dwell” conditions. A four-way shuttle system must handle both states effectively. During dwell periods, the system manages inventory accuracy and space optimization. During burst periods, the system must deliver pallets to staging areas faster than forklift operators can physically transport them to line-side positions.
The R-bot Four-Way Shuttle addresses this through its 1.2 m/s loaded travel speed and multi-shuttle collaborative operation capability. In a recent automotive parts warehouse project, we deployed 12 shuttles across a 6-level racking system. During normal operations, 4 shuttles handled routine put-away and retrieval. When production scheduling triggered a batch changeover requiring 80 pallets within 45 minutes, all 12 shuttles activated automatically through the WCS layer, achieving the required throughput without manual intervention.
| Warehouse Type | Primary Optimization Goal | Demand Pattern | Four-Way Shuttle Fit |
|---|---|---|---|
| E-commerce Fulfillment | Order cycle time | Continuous, predictable | High |
| Cold Chain Distribution | Temperature compliance | Scheduled waves | High |
| Manufacturing Raw Materials | Production line feeding | Burst with long dwell | Conditional |
| Manufacturing WIP Buffer | Sequence accuracy | Real-time, variable | Moderate to High |
| Manufacturing Finished Goods | Shipment consolidation | Batch-driven | High |

Production Line Integration Creates the Real Complexity
The technical specifications of a four-way shuttle system tell only part of the story. What determines success in manufacturing environments is how the warehouse shuttle system integrates with production planning systems.
Manufacturing Execution Systems (MES) generate material requirements based on production schedules. These requirements must translate into warehouse retrieval commands with minimal latency. If your MES issues a material call and the warehouse management system takes 15 minutes to process and execute the retrieval, you have created a bottleneck that no amount of shuttle speed can overcome.
The PTP Smart Warehouse Software platform we deploy includes WMS, WES, WCS, and RCS layers specifically designed for this integration challenge. The WES layer maintains a real-time production schedule mirror, pre-positioning materials in staging lanes before the MES formally requests them. This predictive staging reduces effective retrieval time from minutes to seconds for planned production sequences.
Unplanned pulls present a different challenge. When a quality hold releases unexpectedly or a customer expedite requires schedule insertion, the system must respond without disrupting ongoing operations. I have seen implementations fail because the shuttle system could not interrupt a batch retrieval sequence to handle an urgent single-pallet pull. The RCS layer manages this through dynamic task prioritization, allowing urgent retrievals to preempt lower-priority movements without causing shuttle traffic conflicts.
Evaluating Your Manufacturing Warehouse for Four-Way Shuttle Suitability
Not every manufacturing warehouse benefits from four-way shuttle implementation. The assessment requires examining several operational characteristics that determine whether the investment generates returns.
SKU velocity distribution matters more than total SKU count. A manufacturing warehouse with 2,000 SKUs where 80% of movements come from 200 items has a different automation profile than one with 500 SKUs and relatively even movement distribution. Four-way shuttle systems excel when you need random access to deep storage positions. If your fast-movers could be handled with simpler flow-through racking and only slow-movers need dense storage, a hybrid approach may prove more cost-effective.
Pallet standardization determines implementation complexity. The R-bot supports multiple pallet configurations including 1200×800-1000mm (European), 1016×1219mm (American), and 1100×1100mm (Japanese) standards. Manufacturing operations often accumulate non-standard pallets from various suppliers. If more than 15% of your inbound pallets require re-palletizing before storage, factor that labor and equipment cost into your ROI calculation.
Ceiling height creates opportunity or constraint. Four-way shuttle systems with H-bot vertical bidirectional shuttles create six-way shuttle system configurations that maximize vertical space utilization. A manufacturing warehouse with 12-meter clear height can achieve storage densities impossible with conventional racking. A facility with 6-meter ceilings may find the capital investment harder to justify against simpler alternatives.
Production schedule stability affects system design. Highly variable production schedules require more shuttle redundancy to handle demand peaks. Stable, predictable schedules allow tighter shuttle fleet sizing. I recommend modeling your 95th percentile demand day, not your average day, when specifying shuttle quantities. Undersizing the fleet to save capital creates operational bottlenecks that erode the efficiency gains you sought in the first place.
Where Four-Way Shuttles Outperform Alternatives in Manufacturing
Several manufacturing scenarios demonstrate clear advantages for four-way shuttle systems over competing technologies.
High-value component storage with strict FIFO requirements. Aerospace, medical device, and pharmaceutical manufacturing often require documented first-in-first-out compliance for traceability. Four-way shuttle systems with integrated WMS provide automatic FIFO enforcement with complete audit trails. Manual warehouses rely on operator discipline, which degrades under production pressure.
Hazardous material buffer storage. Battery cell manufacturing, chemical processing, and semiconductor fabrication require isolated storage zones with controlled access. Automated storage and retrieval systems eliminate human exposure during routine storage and retrieval operations. The R-bot’s new energy custom solution uses stainless steel frames and all-rubber buffer wheels specifically to eliminate metal contamination risks in sensitive manufacturing environments.
Multi-shift operations with labor constraints. Manufacturing facilities running 24/7 production schedules face chronic challenges staffing warehouse operations for off-shifts. Four-way shuttle systems maintain consistent throughput regardless of shift, and the 8-hour continuous operation capability on a single charge covers full shift cycles without charging interruptions.
Seasonal production with inventory build requirements. Consumer goods manufacturers often build finished goods inventory ahead of peak selling seasons. Four-way shuttle systems allow rapid capacity scaling by adding shuttles to an existing racking infrastructure. This flexibility proves more cost-effective than maintaining excess forklift fleet and operator headcount year-round.
Implementation Realities Manufacturing Teams Should Anticipate
The transition from manual or semi-automated warehouse operations to a four-way shuttle system involves organizational changes that extend beyond the physical installation.
Maintenance skill requirements shift. Forklift maintenance is a mature discipline with widely available technicians. Shuttle system maintenance requires familiarity with servo drives, lithium battery management, and industrial networking. Plan for technician training or maintenance contract arrangements before go-live. The -25°C low-temperature dedicated lithium battery option for cold chain applications adds another maintenance consideration for facilities with temperature-controlled zones.
Inventory accuracy expectations increase. Manual warehouses tolerate some level of location inaccuracy because operators can visually search for misplaced pallets. Shuttle systems expect pallets to be exactly where the WMS says they are. If your current inventory accuracy runs below 98%, invest in process improvements before automation. Automating inaccurate inventory creates automated confusion.
Emergency procedures require new protocols. When a forklift breaks down, you deploy another forklift. When a shuttle system experiences a fault, the response depends on fault type and location. Single shuttle failures in well-designed systems have minimal impact because other shuttles continue operating. Racking or rail damage requires different intervention. Develop and drill emergency procedures during the commissioning period, not after the first real incident.
If your manufacturing operation involves mixed pallet sizes or non-standard load configurations, it is worth discussing specific handling requirements before finalizing system specifications. Reach out at info@zikoo-int.com with your pallet dimension data and we can confirm compatibility with available shuttle models.
Comparing Four-Way Shuttles to Other Manufacturing Warehouse Solutions
Manufacturing teams evaluating automation often consider multiple technology options simultaneously. Understanding where four-way shuttles fit relative to alternatives clarifies the decision.
| Technology | Best Fit | Throughput Capacity | Space Efficiency | Flexibility |
|---|---|---|---|---|
| Four-Way Shuttle | Medium to high SKU, variable demand | 60-100+ pallets/hour | Very High | High |
| Stacker Crane AS/RS | Low SKU, high throughput | 80-150 pallets/hour | Very High | Low |
| AGV/AMR Systems | Flexible routing, lower density | 20-40 pallets/hour | Moderate | Very High |
| VNA Forklift | Lower capital, moderate density | 25-40 pallets/hour | High | Moderate |
| Conventional Forklift | Lowest capital, maximum flexibility | 15-25 pallets/hour | Low | Very High |
Stacker crane ASRS systems achieve higher peak throughput but sacrifice flexibility. A crane failure stops an entire aisle. Four-way shuttle systems distribute risk across multiple independent shuttles. For manufacturing operations where unplanned downtime carries severe production consequences, this redundancy often justifies the technology choice even when throughput requirements alone might favor cranes.
AGV and AMR systems offer routing flexibility that shuttles cannot match, but their storage density limitations make them better suited for transport between zones rather than primary storage applications. Many manufacturing implementations combine technologies: shuttles for dense storage, AMRs for line-side delivery, and the U-bot Omnidirectional Stacker Robot for narrow-aisle picking operations.
Making the Investment Decision
The financial case for four-way shuttle systems in manufacturing warehouses rests on several quantifiable factors and some that resist easy measurement.
Labor cost reduction provides the most straightforward calculation. Count current warehouse headcount, multiply by fully loaded labor cost, and compare against projected staffing with automation. Most implementations I have supported achieve 60-70% labor reduction in storage and retrieval operations. The remaining staff shift to value-added activities: quality inspection, kitting, production staging.
Space cost avoidance matters when facility expansion is the alternative. If your current warehouse cannot support planned production growth, compare the cost of building or leasing additional space against the cost of densifying existing space with automation. Four-way shuttle systems typically achieve 80-100% storage density improvement over conventional selective racking.
Inventory accuracy improvement affects production efficiency indirectly but significantly. Every minute a production line waits for materials that cannot be located represents lost output. If your current operations experience material search delays, quantify that lost production time and include it in the ROI model.
Damage reduction from eliminating forklift handling errors contributes to savings that often surprise teams during post-implementation reviews. Forklift impacts damage product, racking, and facility infrastructure. Shuttle systems operate on fixed rails with controlled movements, virtually eliminating handling damage.
For manufacturing operations planning capacity expansion or facing labor availability challenges, the suitability assessment involves factors specific to your production workflows. Share your current throughput requirements and growth projections with our team at info@zikoo-int.com or call (+86)-19941778955, and we can model expected performance against your operational parameters.

Common Questions About Four-Way Shuttles in Manufacturing
Can four-way shuttle systems handle the weight of heavy manufacturing components?
The R-bot Heavy-duty Type supports rated loads up to 1,500 kg, and the Heavy-duty Large Pallet Type handles 2,000 kg. These capacities cover most palletized manufacturing components including metal castings, machined parts, and assembled subassemblies. For loads exceeding 2,000 kg, custom configurations are available. The load capacity specification applies to the shuttle itself; racking design must also account for total bay loads when storing heavy materials across multiple levels.
How do shuttle systems maintain operation during production schedule changes?
The WES layer in PTP Smart Warehouse Software maintains bidirectional integration with manufacturing execution systems. When production schedules change, the warehouse system receives updated material requirements and automatically reprioritizes retrieval sequences. Pre-staged materials for cancelled production runs return to storage, while newly required materials move to staging. This happens without manual intervention, though operators can override automatic decisions when circumstances require.
What happens if a shuttle fails during a critical production period?
Four-way shuttle systems are designed with inherent redundancy. Multiple shuttles operate within the same racking system, and the RCS layer automatically redistributes tasks when a shuttle goes offline. A single shuttle failure typically reduces system throughput by 10-15% rather than stopping operations entirely. For manufacturing operations where any throughput reduction is unacceptable, we recommend maintaining one or two spare shuttles that can be deployed within minutes. If your production criticality requires specific uptime guarantees, discuss redundancy requirements during system specification.
Do four-way shuttles work in facilities with existing racking infrastructure?
Retrofit installations are possible but require careful assessment. Four-way shuttle systems need specific rail profiles, beam spacing, and floor flatness tolerances. Some existing racking can be modified; other installations require replacement. The cost difference between retrofit and new installation varies significantly based on current racking condition and configuration. A site survey determines feasibility and provides accurate cost comparison between approaches.
How long does implementation typically take for a manufacturing warehouse?
Timeline depends on system scale and site conditions. A mid-sized installation covering 3,000-5,000 pallet positions typically requires 4-6 months from contract to go-live, including racking installation, shuttle commissioning, software integration, and operator training. Larger systems or those requiring extensive building modifications extend accordingly. Manufacturing operations often phase implementations to maintain continuous operations, installing and commissioning sections sequentially rather than converting the entire warehouse simultaneously. Share your timeline constraints and we can outline a phased approach that minimizes production disruption.
Industry Standards and Data Sources Cited
MHI — Automatic Identification and Data Capture Overview, 2024
LogisticsIQ — Warehouse Automation Market Report, 2024
If you’re interested, check out these related articles:
Six-Way Shuttle: Empowering Industries to Embrace Smart Warehousing
Smart Cold Chain Era: Six-Way Shuttle System Redefines Storage Efficiency with Maximum Density
Smart Storage Revolution: Comprehensive Overview of Four-Way Shuttle Systems for Automatic 3D Warehouses