Most warehouse automation buyers ask the same question after their first briefing: Is the installation of a four-way shuttle system complex? The short answer is that it is not complex in the way a bespoke AS/RS rebuilt from scratch might be, but it demands rigorous pre‑installation planning, careful site preparation, and tight integration between the shuttle, elevator, and warehouse control software. After supporting deployments across power, cold chain, new energy, and pharmaceutical facilities, I have found that the real complexity sits not inside the shuttle itself, but in the intersection of the building, the IT infrastructure, and the system integration layer.
What Makes a Four‑Way Shuttle Installation Different from Rack and Forklift Setups
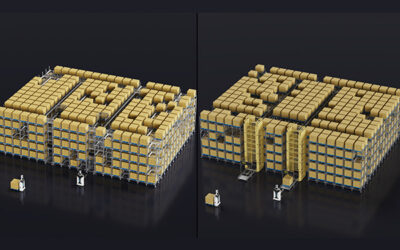
Traditional selective racking requires only a flat floor and skilled forklift operators. A four‑way shuttle system introduces autonomous vehicles, vertical lifts, a steel runway structure, and a software layer that manages real‑time task allocation. The R‑bot four‑way shuttle itself arrives pre‑assembled and tested from the factory, so the onsite work is more about system commissioning than mechanical assembly.
Because the shuttle runs on precision‑machined guide rails mounted onto a high‑density rack structure, the installation is closer to laying a track for an automated train than erecting static shelves. Rail straightness, height tolerance, and seamless joints between rack bays directly affect shuttle travel speed and positioning accuracy. In projects we have managed, roughly 60% of the total onsite timeline goes into the steel structure and rail alignment, while the shuttle and lift commissioning takes the remaining 40%. This is why an experienced integration team makes a measurable difference in total duration.
Site Conditions That Determine How Smoothly the Project Progresses
Before any equipment arrives, five site readiness factors often decide whether the installation stays on schedule.
Floor flatness and load bearing. Four‑way shuttles run on rails fixed to the rack structure, so the floor only needs to support the rack, the stored pallets, and the transfer stations. Any floor settlement over time can create rail misalignment. We typically require a concrete slab with a flatness tolerance of FF35/FL25 or better, and the column grid must match the rack layout exactly. If the existing floor falls outside these parameters, a few days of floor grinding or epoxy levelling is the most common fix.
Power and compressed air. Shuttles use onboard lithium batteries (the R‑bot standard models run 8 hours on a 51.2V/40Ah pack) and charge at docking stations located at the end of aisles. Each charging station needs a dedicated 220V circuit, and the lifts require three‑phase power. Running new power drops in an existing building can take longer than the shuttle installation itself, so we always flag this during the first site survey.
Network and IT readiness. The WMS/WES/WCS/RCS software stack requires a low‑latency wired connection to every shuttle and lift access point. If the warehouse has not yet deployed industrial‑grade WiFi 6 or wired Ethernet to the rack face positions, the cabling work must be completed before integration testing starts.
Ambient temperature. Standard R‑bot and H‑bot models operate comfortably down to −15°C, but cold storage deployments at −25°C require the low‑temperature lithium battery option and a heated charging enclosure. That adds a day of electrical work but does not alter the mechanical installation sequence.
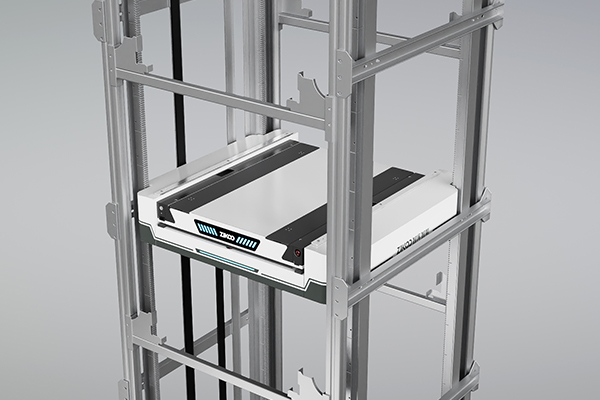
Clear ceiling height for lift installation. The H‑bot vertical bidirectional shuttle needs to travel the full rack height. If sprinkler heads, lighting fixtures, or ventilation ducts protrude into the lift path, they must be relocated during the rack erection phase. We always produce a 3D clash‑detection model early in the design stage to avoid last‑minute surprises.
A Typical Step‑by‑Step Installation Timeline
Below is the sequence we follow on a standard 5,000‑pallet project with four aisles, one H‑bot per aisle, and eight R‑bots. Timelines scale with the number of aisles and the building height, but the logic stays the same.
| Phase | Activity | Duration |
|---|---|---|
| Week 1–2 | Rack steel erection and rail system installation | 8–10 working days |
| Week 3 | Electrical cabling, charging stations, network drops | 3–5 days |
| Week 4 | Shuttle placement and lift mechanical installation | 3–4 days |
| Week 5 | System integration and software configuration | 3–5 days |
| Week 6 | Dry‑run testing and full‑load commissioning | 3–5 days |
The shuttles themselves are placed on the rails using a small crane or mast lift and are ready to move under manual control within half a day. The real time goes into the software layer: mapping every storage location, testing the handshake between the R‑bot and the H‑bot vertical lift, and tuning the WMS to handle inbound and outbound flows simultaneously.
If your program involves a high‑bay configuration or a multi‑temperature layout, the mechanical phase extends by 20 to 30 percent. Verifying these parameters early keeps the schedule predictable. When the building dimension falls outside the standard range, a quick feasibility check against the shuttle and lift specifications prevents expensive rework later — email [email protected] with your elevation drawing.
Installation Pitfalls That Extend Deadlines and How to Prevent Them
The installation itself is rarely the source of project delays. The events that push go‑live dates are almost always upstream or downstream of the physical build.
Incomplete site readiness. I have seen projects where the concrete had not fully cured before rack installation began, causing the rails to shift over the first three months of operation. A simple moisture‑content test before starting eliminates that risk.
IT integration lag. The physical system can be fully installed while the software team sits idle because the API endpoints defined in the interface control document have not been released by the customer’s IT department. We now run a parallel software stub environment two weeks before onsite work begins so the integration testing can happen in a virtual sandbox.
Under‑scoping the training phase. Operators and maintenance staff need three to four days of hands‑on training after commissioning. Skipping this step or compressing it into one day results in six months of avoidable trouble tickets. A capable vendor includes training as a line item in the installation proposal.
Not planning for peak‑season cutover. Transitioning from a manual warehouse to an automated one always requires a cutover weekend. Booking that window during a quiet month prevents pressure on the team and gives the system a clean break‑in period.
How a Knowledgeable Vendor Reduces Installation Complexity
When a four‑way shuttle system is treated as a turnkey project rather than an equipment purchase, the installation burden shifts largely to the supplier’s engineering team. At Zikoo, we deploy a dedicated project manager who coordinates the civil works, rack supplier, electrical contractor, and software team so the buyer’s daily operations keep running while the storage area takes shape. This single‑point coordination is the factor that most often separates a five‑week installation from one that drags past three months.
The R‑bot fleet itself is designed to simplify the mechanical phase: a 125 mm body thickness and onboard navigation that needs only the guide rails, not a raised floor. The shuttles communicate over industrial WiFi, and the PTP Smart Warehouse Software provides a configuration wizard that auto‑discovers shuttle IDs and maps storage locations without manual programming. In a recent multi‑aisle cold storage project, the shuttle and lift commissioning closed in four days because the rail system had been verified against a laser tracker during the rack installation week.
People sometimes ask whether they need a dedicated maintenance team after installation. The answer is no. The R‑bot runs on sealed brushless hub motors that require no routine lubrication, and the lithium battery packs are hot‑swappable without bringing the shuttle offline. A single trained technician who spends two hours a week on preventative checks can keep a fleet of eight shuttles running.
Still, complexity never reaches zero. The difference between a strained install and a smooth one is almost entirely a function of early engineering — getting the site survey right, building the 3D simulation model, and sequencing the trades so that no team waits on another. If your vendor cannot show you a detailed installation Gantt chart during the proposal stage, that is a signal worth paying attention to.
If you are at the stage of evaluating a four‑way shuttle system and want to understand what the installation will actually require for your specific building and throughput targets, send your floor plan and SKU profile to [email protected]. We will return a realistic timeline and a phased installation plan based on the same methodology we use for global deployments. You can also reach our project engineering team directly at (+86)-19941778955.

Common Installation Questions from Project Managers
How long does a four‑way shuttle system installation really take?
For a standard 5,000‑pallet setup with one H‑bot per aisle, the full process from rack erection to handover is six weeks on average. This assumes the building power, network, and floor are ready. Cold storage or high‑bay projects above 15 meters add approximately two weeks. The busiest variable is the rack steel delivery, not the shuttle’s technical readiness.
Can the installation happen while the existing warehouse still operates?
Yes. The automated area is typically cordoned off with safety fencing, and the rack is erected first. The shuttle and lift systems are commissioned behind that barrier without interrupting ongoing forklift operations on the other side of the warehouse. The cutover requires only a single weekend, during which the old rack is cleared and the inventory is migrated into the new system.
What floor tolerance is acceptable for the shuttle rails?
We design for a floor flatness of FF35/FL25 or better. Minor variations that fall within a ±3 mm height difference across a 3‑meter span can be absorbed by the rack’s levelling shims. For floors that are significantly out of tolerance, we use epoxy self‑levelling compounds or narrow‑strip grinding, which adds one to two days to the schedule. It is far cheaper to check the floor survey before ordering steel than to discover a problem after the structure is up.
Do four‑way shuttle systems need special IT infrastructure?
They need a dedicated industrial access point per aisle and a server running the WCS. The shuttles themselves use a lightweight MQTT protocol over WiFi, so the bandwidth demand is modest. The bigger requirement is cybersecurity: the automation VLAN must be isolated from the corporate network, and remote access for the vendor’s support team needs a secure VPN tunnel. If your IT policy mandates on‑premise server installations, we accommodate that from the start of the wiring plan.
Is there a certified installation partner, or does the manufacturer handle everything?
A mature four‑way shuttle supplier will offer turnkey installation. At Zikoo, we engineer the rack‑and‑rail design, supply the shuttles and lifts, install the complete steel structure through our approved erection partners, commission the shuttle fleet and software, and train the operators. The buyer only needs to provide a prepared building and a single point of contact for site access. If a supplier is only offering equipment and leaving you to find a local integrator, the complexity burden shifts to your team — ask for a transparent scope split early in the negotiation. Share your project brief with [email protected] and we can outline what a turnkey installation would look like for your site conditions.
If you’re interested, check out these related articles:
PTP Intelligent Warehousing Platform: Building a Flexible and Smart Logistics Ecosystem
Six-Way Shuttle: The Smart Warehousing Tool for Cost Reduction and Efficiency
Smart Cold Chain Era: Six-Way Shuttle System Redefines Storage Efficiency with Maximum Density