Pharmaceutical warehouses face strict regulatory oversight on product integrity, yet many still rely on manual processes that introduce variability. Pallet automated storage and retrieval systems (AS/RS) can address these challenges, but their suitability depends on meeting good manufacturing practice (GMP) requirements, maintaining precise environmental conditions, and integrating with serialization workflows. In my experience engineering automated storage for temperature-sensitive and regulated facilities, I’ve found that a well-specified pallet AS/RS can dramatically improve inventory accuracy and compliance traceability, provided the technology selection and implementation account for the specific demands of pharmaceutical logistics. This article examines the critical factors that determine whether such a system is a fit for your operation.

What Regulatory Standards Apply to Automated Pallet Storage in Pharma?
Pharmaceutical warehouses operate under frameworks that affect every material flow. In the US, 21 CFR Part 211 governs finished pharmaceutical good manufacturing practice, 21 CFR Part 11 sets criteria for electronic records and signatures, and the Drug Supply Chain Security Act mandates traceability. The EU equivalent is EudraLex Volume 4, Annex 11 and 15, alongside Falsified Medicines Directive serialization requirements. Pallet AS/RS equipment handling drug products must be designed so that material contact surfaces are cleanable and do not shed contaminants. The steel racking and shuttle components I’ve specified for pharma projects all choose 304 or 316 stainless steel for washdown zones and avoid copper, zinc, lead. That’s not an afterthought. It’s a design baseline.
Software is equally regulated. The warehouse management system (WMS) and warehouse control system (WCS) driving the pallet AS/RS must support user access controls, audit trails, and electronic signatures compliant with 21 CFR Part 11 or Annex 11. I’ve seen installations where the automation equipment was technically sound but the software failed to provide the necessary data integrity controls, requiring costly retrofits. A pallet AS/RS supplier with experience in pharmaceutical logistics will provide a validation package that includes installation qualification (IQ), operational qualification (OQ), and performance qualification (PQ) documentation. When evaluating suitability, ask whether the vendor can deliver these documents upfront—if the answer is ambiguous, the risk to your compliance status is real.
Can Pallet AS/RS Maintain Temperature and Humidity Control?
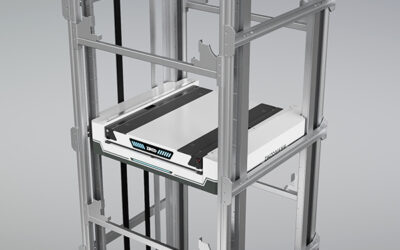
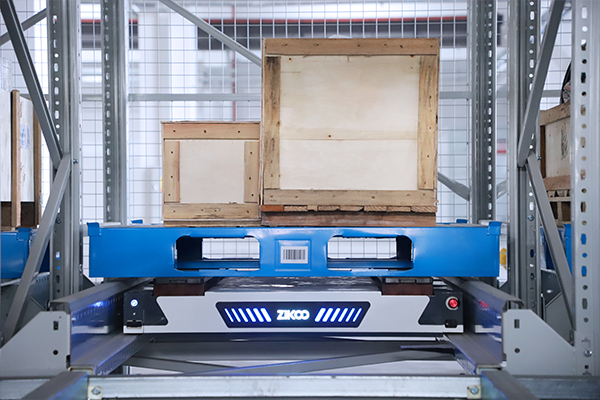
Many pharmaceutical products, from biologics to insulin, require 2°C to 8°C chilled storage or 15°C to 25°C controlled ambient. Dense automated storage using four-way shuttles or omnidirectional stacker robots can be engineered for cold chain operation, but it’s not a standard feature—it requires specific component selection and system design. Our R-bot four-way shuttle, for example, can be configured with low-temperature lithium batteries that deliver 6 to 8 hours of continuous operation at -25°C and uses a special conformal coating on PCBA boards to resist condensation. That hardware adaptation matters. Without it, shuttle failure rates climb and maintenance access becomes a problem in cold aisles.
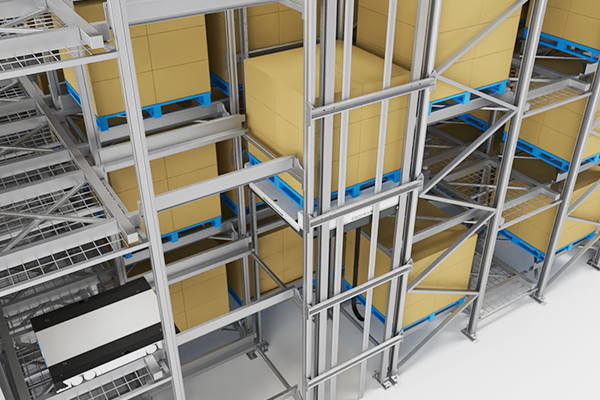
Airflow is another factor. A pallet AS/RS with high-density racking can block conditioned air if not designed with sufficient air channels. I’ve worked on projects where we modeled computational fluid dynamics to verify that temperature distribution remained within limits across all storage locations under peak load. The conclusion was that pallet AS/RS does not inherently compromise temperature uniformity, but the racking configuration and air handling must be engineered together. Ask your integrator for temperature mapping test results under dynamic conditions—not just empty shelf mapping—before committing.

How Does Pallet AS/RS Support Serialization and Traceability?
Serialization mandates full unit-level track and trace from manufacturer to dispenser. In a pharmaceutical warehouse, that means every pallet movement must be recorded with a unique identifier and linked to batch, expiry, and serial numbers. Manual operations introduce gaps. Pallet AS/RS eliminates manual putaway and retrieval, so the WMS can capture every transaction and update the electronic chain-of-custody record automatically. I’ve seen facilities where automated storage reduced serialization data reconciliation errors by over 80% compared to forklift-based picking.
The key is tight WMS-WCS integration. When a four-way shuttle retrieves a pallet, the WCS must confirm the correct location and pallet ID, and the WMS must update the serialization repository with a time-stamped event. A common failure point is when the automation layer uses a separate database that doesn’t sync in real time with the serialization platform. The architecture we recommend places the RCS (robot control system) under the WCS, with the WMS as the master data authority, so every move is traceable through a single audit log. For pharmaceutical warehouses evaluating pallet AS/RS, I would verify that the software stack can produce the electronic batch records and event histories required by regulators within minutes, not days.
What Are the Specific Benefits of Automated Pallet Storage for Pharma?
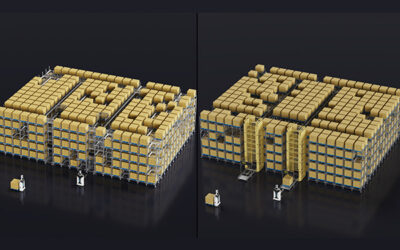
Space utilization and labor efficiency are the reasons most warehouses automate, but pharmaceutical operations gain additional advantages. Inventory accuracy above 99.9% is achievable with pallet AS/RS because every putaway and retrieval is verified against the WMS. In a GMP environment, an inventory discrepancy isn’t just a financial loss—it triggers a deviation investigation. Automated storage removes manual misplacements, directly reducing investigation overhead.
Expiry management is another practical benefit. A pallet AS/RS can enforce FIFO or FEFO picking automatically. When the WMS receives a picking order, it routes the shuttle to the pallet with the nearest expiry date, not the nearest location. I’ve observed warehouses where automated FEFO reduced expired product write-offs by more than half. Related to that, automated systems also protect product integrity by eliminating forklift impact damage and by providing a controlled environment with fewer access events. Fewer touches mean fewer temperature excursions and less risk of contamination. For audit readiness, the system maintains a complete digital history of every pallet’s storage conditions, which is valuable during regulatory inspections.
Which Automated Storage Technologies Best Suit Pharma Needs?
Pharmaceutical warehouses can deploy different pallet AS/RS configurations, and the right choice depends on ceiling height, throughput profile, and temperature zones. The three technologies I’ll compare are four-way shuttle systems, omnidirectional stacker robots, and traditional stacker cranes. We evaluated all three for pharmaceutical projects, and the trade-offs are specific.
| Technology | Ceiling Height Fit | Throughput (pallets/hr) | Cold Chain Ready | Maintenance Access |
|---|---|---|---|---|
| Four-way shuttle + elevator (e.g., R-bot + H-bot) | Up to 20 m | 50–80 | Yes, with low-temp battery | Shuttle can be swapped; elevator requires aisle access |
| Omnidirectional stacker robot (e.g., U-bot) | Up to 8 m | 40–60 | Yes, with lithium battery | Side-access maintenance in narrow aisles |
| Stacker crane (traditional AS/RS) | Up to 40 m | 40–70 | Requires insulated crane | Crane requires full aisle shutdown |
Four-way shuttle systems offer high-density storage with multiple shuttles per level, which is advantageous for warehouses with moderate throughput and many SKU counts. The R-bot four-way shuttle and H-bot elevator combination can build a six-way shuttle network, maximizing vertical space, and is often selected for large-scale pharmaceutical distribution centers. Omnidirectional stacker robots excel in narrow-aisle retrofits where ceiling height is limited to around 8 meters; the U-bot requires only 2,100 mm aisle width and can work with automated mobile robots for split-case picking. Stacker cranes remain viable for high-bay installations above 20 meters but are less flexible and more expensive to re-route. I’ve written about this comparison in more detail in an earlier analysis (see Stacker Crane vs Four-Way Shuttle: Which Fits Your ASRS Warehouse Best), and the same logic applies in pharma.
When Is Automated Pallet Storage Not the Right Choice for Pharma?
Despite the advantages, pallet AS/RS has limits that pharmaceutical operators must acknowledge. If the warehouse has fewer than 1,000 pallet positions and low throughput, the investment might not achieve a reasonable payback. The hardware, software, and validation costs for a pharma-grade system typically start higher than a conventional manual warehouse, and the ROI timeline stretches if utilization is low. I recommend a minimum of 20 pallet moves per hour per shuttle to justify the capital.
Another constraint is that pallet AS/RS restricts floor-level flexibility. In a clinical trial or personalized medicine setting where storage needs change frequently, a fixed racking system with shuttles is less adaptable than a flexible pallet rack served by reach trucks. The automation works best when product mix is stable and storage profiles are predictable. If your operation deals with extremely hygroscopic or cytotoxic drugs that require isolated storage with dedicated air handling, the cost of engineering separate sealed chambers within the AS/RS can outweigh the benefits.
Building condition is also a factor. A floor flatness of at least FM2 or DIN 18202 Table 3 tolerance is required for shuttle rails and stacker guidance. Older pharmaceutical facilities with uneven floors may need substantial civil work before automation can be installed. This does not disqualify pallet AS/RS universally, but it turns a four-month project into an eight-month project, and that should be planned for in the capital request.
Common Questions About Pharmaceutical Warehouse Automation
What are the first steps to validate a pallet AS/RS for a GMP warehouse?
Start by identifying the system boundary and the critical quality attributes affected by storage and movement. Develop a user requirement specification (URS) that defines temperature range, cleanability, material compatibility, and electronic record requirements. The automation supplier should then provide a functional specification that maps how the hardware and software meet each URS item. I’ve found that pharma companies that treat the URS as a formal controlled document rather than a purchase wish list avoid most validation disputes later. The IQ, OQ, and PQ protocols should be written jointly with the supplier and reviewed by quality assurance before installation.
Can a four-way shuttle system handle different pallet sizes for raw materials and finished products?
Yes, if you specify the correct model. The R-bot four-way shuttle is available in multiple configurations—standard type supports 1200×800–1000 mm pallets, American type handles 1016×1219 mm, and heavy-duty type can lift 2000 kg with a 1400 mm pallet. In one pharmaceutical raw materials warehouse we worked on, the same shuttle lane alternated between 1200 mm pallets of excipients and heavier 1400 mm pallets of active pharmaceutical ingredients without requiring lane reconfiguration. That flexibility is valuable when inbound materials vary and you want to avoid dedicated zones that reduce space utilization.
Is validation documentation usually included in the supplier’s scope?
It depends on the supplier. Many automation integrators treat validation as a separate services line. When I work on pharma projects, I insist that IQ/OQ documentation is included in the base scope because it’s not optional for a GMP facility. Without it, the system cannot be released for production. The supplier should have a library of pre-existing protocols that can be adapted to the specific installation, and the project engineer should be experienced in executing qualification testing in a regulated environment. If the supplier cannot provide at least two references of completed pharma validation projects, I would inquire further before finalizing.
How much does a pharmaceutical-grade pallet AS/RS cost compared to a standard system?
A pharmaceutical-grade system typically costs 20% to 40% more than an equivalent system for general merchandise. The premium comes from stainless steel components, special coatings, cold-adapted batteries, and the validation documentation package. However, this additional upfront cost is often offset by reduced risk of regulatory findings and lower product loss due to temperature excursions. I always recommend that pharma buyers quantify the cost of a single temperature excursion event in their business case because that number usually makes the premium self-justifying.
What maintenance approach works best for automated storage in a GMP environment?
Preventive maintenance with documented calibration intervals. The maintenance schedule should be embedded in the WMS or computerized maintenance management system with automatic work order generation. In GMP environments, maintenance technicians need cleanroom gowning training, and all spare parts that contact product areas must be certified for pharmaceutical use. The after-sales team should be familiar with change control procedures because any replacement part that differs from the original specification must be evaluated for quality impact. Share your maintenance SOPs and quality requirements early in the project, and we can confirm that the system design aligns with your compliance framework.
Pharmaceutical warehouse automation is not a one-size decision. If your operation handles temperature-sensitive, serialized products with high inventory accuracy requirements, then pallet automated storage offers clear compliance and operational advantages. The key is to select a technology that matches your ceiling height, throughput demands, and environmental requirements, and to work with an integration partner who can deliver documented validation. Send your building drawings, storage capacity estimates, and regulatory requirements to [email protected] or call (+86)-19941778955. We’ll review your specifications and advise which pallet AS/RS configuration is the strongest fit for your pharmaceutical warehouse.
If you’re interested, check out these related articles:
Six-Way Shuttle: The Dual-Engine Solution for High-D
Six-Way Shuttle: The Ultimate Warehousing Solution for Cost Reduction and Efficiency