When a building materials warehouse manager considers automation, the first question is whether the equipment can survive the environment. Heavy pallets of cement, bricks, or ceramic tiles, combined with dust, vibration, and irregular loads, quickly reveal the limits of a standard shuttle system. Having worked on pallet-storage projects across manufacturing and logistics, I’ve seen that a four-way shuttle can be the right choice—if it’s specified correctly. This article breaks down what building materials operations need from an automated storage and retrieval system, focusing on load capacity, dust resilience, pallet flexibility, and the practical steps to evaluate whether a four-way shuttle system fits your facility.
The Unique Storage Demands of Building Materials
Building materials warehouses occupy a rough edge of logistics. Loads are heavy, pallets are rarely uniform, and the air carries cement dust or ceramic grit that works its way into every crevice. A storage system that runs smoothly in a clean pharmaceutical or e-commerce warehouse can fail within months when exposed to abrasive particles and daily 1.5‑ton pallet drops onto the racking.

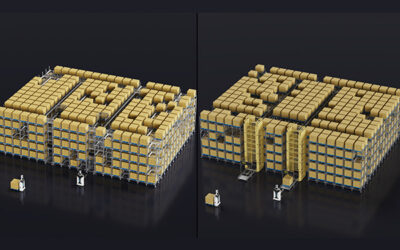
The core challenge is density. Building materials SKUs often move in full pallets, not individual picks, so the warehouse must maximize cube utilization while still allowing rapid putaway and retrieval. Shuttle-based dense storage achieves this by eliminating the aisles that conventional forklift racking requires. A properly designed four-way shuttle lane can turn a single wide aisle into multiple deep lanes, lifting storage capacity by 40–60% in the same floor area.
But density alone is not enough. The shuttle must handle the physical punishment of construction-grade materials: pallets arriving with protruding nails, uneven bottom boards, or significant deflection under load. A pallet shuttle that relies on precision contact points can suffer misalignment and stop the entire lane if the pallet sags. For building materials, we require a shuttle design that tolerates a certain amount of pallet variation without sacrificing positioning accuracy. The system also needs to cope with a mix of fast-moving commodities and slow-moving specialty items, meaning the control software must assign storage locations dynamically rather than forcing rigid lane dedication.
Heavy Load Capacity and Structural Durability
In building materials storage, pallets frequently exceed 1,200 kg. Cement bags, bundled bricks, and stacked tiles can push a standard pallet to 1,500 kg or more. A four-way shuttle specified for lighter e-commerce loads will struggle, potentially overheating its drives or wearing wheel assemblies prematurely. This is where the shuttle’s structural design and load rating become non-negotiable.
A heavy-duty four-way shuttle, such as Zikoo’s R-bot in its 1,500 kg or 2,000 kg configurations, uses a reinforced frame and higher-capacity lithium batteries to maintain travel speed under load. The chassis must distribute weight evenly across the drive wheels and guide rollers so that no single point bears excessive force when the shuttle accelerates or brakes within a lane. In a building materials facility, the shuttle can be accelerating and decelerating 1.5‑ton loads several hundred times a day; the fatigue life of the wheel bearings and motor mounts directly determines long-term reliability.
Structural durability also depends on how the shuttle interacts with the racking. When a pallet is deposited onto a lane beam, the shuttle’s lift mechanism must raise and lower smoothly without twisting the pallet. If the lift platform adds even a few millimeters of tilt, a heavy, rigid load can catch on the rack structure and damage the shuttle or the load itself. For this reason, we look at the lift actuation design: rack-and-pinion lifts or scissor lifts with synchronized sides reduce the risk of uneven movement. Additionally, the shuttle body height matters. A slim 125 mm body allows the system to store more levels within a given building height, but it must still contain a robust drive train and lift mechanism capable of the rated load. Our experience with R-bot deployments in heavy manufacturing shows that a body thickness around 125–150 mm can accommodate 1.5‑ton lifts without compromising frame stiffness, provided the internal structure uses a welded steel monocoque rather than bolted aluminum sections.
Handling Varied Pallet Types and Sizes
Building materials supply chains rarely use a single pallet standard. A typical warehouse might receive Euro pallets (1,200 × 800 mm), American GMA pallets (1,016 × 1,219 mm), or custom wooden pallets built for long products like pipes and profiles. A four-way shuttle system must adapt to these variations without requiring manual pallet re-platforming.
Shuttle systems address this through interchangeable or adaptable shuttle models. For example, the R-bot family includes a standard type for 1,200 × 800–1,000 mm pallets, an American type for 1,016 × 1,219 mm pallets, and a Japanese type for 1,100 × 1,100 mm pallets. A building materials operation can commission different shuttle types in separate lanes for each pallet category, or assign lanes to mixed pallet types if the shuttle’s guidance rails and lifting platform are designed with sufficient tolerance.
| Shuttle Model | Rated Load | Pallet Size Compatibility | Typical Use |
|---|---|---|---|
| Standard (R1200B) | 1,200 kg | 1,200 × 800–1,000 mm | Euro pallets, bagged cement |
| American (R1200A) | 1,200 kg | 1,016 × 1,219 mm | North American pallets, sheet goods |
| Japanese (R1500J) | 1,500 kg | 1,100 × 1,100 mm | Asian standard pallets, tiles |
| Heavy-duty (R1500B) | 1,500 kg | 1,200 mm wide pallets | Bricks, aggregates |
| Heavy-duty Large Pallet (R2000B) | 2,000 kg | up to 1,400 mm | Extra-long building components |
Beyond static pallet dimensions, the system must handle pallets that are not perfectly square or have varying deck quality. Building materials often sit on pallets with damaged boards or missing bottom supports. A four-way shuttle equipped with properly sized guide rollers can accommodate slight deformation, but it is critical to set a pallet quality threshold during system commissioning. Warehouses that intake pallets with excessive damage may need a pallet inspection station upstream of the automated storage lanes to avoid repeated shuttle faults.

If your operation runs multiple pallet types across different product lines, it may be worth confirming whether the shuttle supplier can provide mixed-type lane configurations before finalizing the layout. Sending your pallet specifications and daily volume by type to the vendor’s application engineering team ensures the system design begins with real data rather than assumptions.
Dust Protection and Environmental Resilience
Dust is the silent killer of warehouse electronics. Fine particles from cement, gypsum, or sawdust can coat circuit boards and cause thermal buildup or short circuits. Over time, dust infiltration into motor housings and bearing seals leads to premature wear and erratic behavior. A four-way shuttle destined for a building materials environment must incorporate protective measures beyond standard IP ratings.
The primary defense is conformal coating on the printed circuit board assemblies (PCBA). A specialized coating seals exposed conductive surfaces, preventing dust accumulation that can bridge solder joints or corrode traces in humid conditions. The R-bot’s cold chain configuration already includes a high-humidity PCBA coating; we recommend the same coating for building materials applications, particularly in facilities that are not fully climate-controlled.
For the mechanical side, all-rubber buffer wheels replace metal components that could spark or trap dust. The drive wheels themselves should use sealed bearings and wear-resistant polyurethane treads that shed debris as the shuttle moves. In projects where we’ve deployed shuttles into abrasive environments, we also specify full-body covers that shield the internal components without restricting airflow for cooling. Battery charging stations need air filtration if they are placed inside the warehouse area; otherwise, the charging contacts can accumulate dust and cause connection faults.
Temperature is another factor. While many building materials warehouses operate at ambient temperature, some regions see extreme heat in summer. The shuttle’s lithium battery must maintain discharge performance and lifespan across the entire range. The standard R-bot operates down to -15°C, which covers most scenarios, but for warehouses in very hot climates, the battery management system should include active cooling or at least a thermal throttle to prevent overheating during consecutive heavy-load cycles.
System Integration and Throughput Considerations
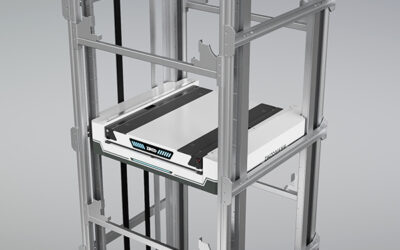
A four-way shuttle system does not operate in isolation. It connects to vertical lifts, conveyor interfaces, and the warehouse control software that decides where every pallet goes. In a building materials warehouse that ships full pallets to construction sites or retail outlets, throughput requirements are often measured in pallets per hour rather than items. That makes the vertical lift a potential bottleneck.
The H-bot vertical bidirectional shuttle acts as the elevator between storage levels. At 0.5 m/s under load, it can move a pallet from ground level to the top storage tier in under 45 seconds for a 10-meter-high rack. The more critical metric is sustained throughput when multiple shuttles on the same level are requesting transfer. The software must prioritize lift assignments to avoid queuing that starves the outbound conveyor. In our system designs, we allocate at least one lift per 15–20 deep storage lanes and run simulation models that include the building materials industry’s typical order patterns: large, bulky pallets with frequent full-lane retrievals.
Integration with existing material handling equipment also matters. Many building materials warehouses already have forklift staging areas and heavy-duty conveyors. The shuttle system’s interface points must be robust enough to accept pallets dropped by a forklift, often with some positional inaccuracy. The inbound conveyor or rack entry station should include centering devices and pallet checking to ensure the pallet is squared before the shuttle attempts to lift it. Skipping this step leads to lane jams, which take the entire system down until a maintenance operator can free the stuck pallet.
Software integration is another area where building materials operations can trip up. The warehouse management system must handle reservation of lanes for incoming production runs, real-time inventory tracking that accounts for partial pallets, and wave planning that consolidates orders for multi-stop truck routes. A shuttle system supplier that provides an integrated WMS/WCS platform reduces the integration risk. The PTP Smart Warehouse Software, for instance, unifies shuttle control, lift dispatching, and inventory management into a single suite, which eliminates many of the data translation errors that occur when separate systems from different vendors are stitched together. For a building materials warehouse, we recommend loading the system with historical order data and running a month-long simulation before cutting metal, so that lane assignments and lift configurations are validated against actual demand patterns.
Calculating ROI for a Building Materials Warehouse
A four-way shuttle system represents a significant capital investment, but building materials operations can realize a clear return through space savings and labor reduction. In a typical building materials distribution center, the manual alternative involves multiple forklifts driving in wide aisles, with operators spending significant time traveling to pick slots. A dense shuttle system can reduce the number of required forklift operators by 40–60% and often pays for itself in 3–5 years, depending on local labor rates and real estate costs.
Space savings are immediate. A shuttle lane can store pallets 5 to 12 deep using the same floor bay that would hold one or two pallets in conventional racking. For a 10,000-pallet facility, converting from selective rack to shuttle-based dense storage can free up 30–40% of the floor area, allowing the operator to postpone or avoid a building expansion. In markets where industrial rent is high, this alone can justify the automation budget.
Labor cost reduction is the other side. Beyond direct forklift driver headcount, a shuttle system eliminates the indirect labor of manual inventory checks and misplaced pallet searches. The system knows exactly where every pallet is at all times, so stocktaking becomes a software report rather than a physical exercise. This accuracy also reduces out-of-stock claims and expedited shipping costs when customer orders are fulfilled with confidence.
Maintenance costs for a well-specified shuttle system are predictable. The lithium batteries require replacement after 5–7 years, but during their life they deliver consistent performance with minimal cell degradation if charged correctly. Wheel assemblies and bearings need periodic inspection, and in dusty environments the frequency of air filter changes for charging stations and control cabinets increases. Budgeting 2–3% of the initial system cost annually for maintenance is realistic for a building materials application.
If you are evaluating whether a four-way shuttle system fits your building materials warehouse, the fastest way to a reliable ROI estimate is to share your pallet dimensions, daily inbound and outbound volumes, SKU count, and building drawings with a supplier’s application team. At Zikoo, we run these numbers through a simulation model that projects space savings and labor reduction based on actual system configurations, not generic averages. You can reach us at [email protected] or call (+86)-19941778955 with your project parameters.
Common Questions About Four-Way Shuttles in Building Materials
Can four-way shuttles operate reliably in dusty cement or gypsum warehouses?
In most cases, yes, but only with protective features. Standard shuttles without PCBA coating will fail prematurely. We apply a conformal coating to all circuit boards and use sealed bearings with lip seals on drive wheels. In projects with extreme dust, we also add positive-pressure enclosures that push clean air through the electronics bay. The key is to discuss the dust level—measured in milligrams per cubic meter if available—with the supplier during the specification phase, so the correct protection level is built in from the start.
What happens when a pallet is damaged and jams the shuttle?
The immediate consequence is a lane stoppage. A properly managed system detects the increased motor current that accompanies a jam and stops the shuttle before it damages the rack or the shuttle itself. Recovery typically involves a maintenance operator entering the lane to assess the pallet and free the shuttle. Warehouses that experience frequent pallet damage should consider upstream pallet inspection and repair stations to reduce incidents. Our experience shows that such pre-checks reduce jams by over 70% in heavy-load environments.
Do I need to replace all my pallets to use a shuttle system?
Not necessarily, but you should establish a minimum quality standard. Shuttles can accommodate pallets with minor damage, but consistent width and a flat bottom board are required for reliable lifting. Mixed pallet types are manageable if the shuttle model matches each type or if multi-type lane configurations are used. We recommend sending a sample set of your pallets to the shuttle supplier for testing during the evaluation stage, so that any compatibility issues are known before the system is installed.
How does a four-way shuttle compare to using forklifts in a building materials warehouse?
A four-way shuttle system is typically more space efficient and less labor intensive, but the capital cost is higher upfront. Forklifts give you flexibility; shuttles give you density and repeatability. For a warehouse that ships full pallets and has predictable demand patterns, shuttles often achieve payback within a few years through space and labor savings. For operations that require frequent reconfiguration or handle very diverse pallet sizes with low volumes of each, forklifts may remain more practical. If you are assessing which direction fits your operation, sharing your facility dimensions and product mix with an automation engineer can provide a data-driven comparison. Reach out to [email protected] and we can walk through a site-specific analysis.
If you’re interested, check out these related articles:
Six-Way Shuttle: Empowering Industries to Embrace Smart Warehousing
Six-Way Shuttle: The Dual-Engine Solution for High-D
Smart Warehousing Starts Here: Cost-Effective Four-Way Shuttle Systems
Smart Storage Revolution: Comprehensive Overview of Four-Way Shuttle Systems for Automatic 3D Warehouses
Six-Way Shuttle Drives Warehouse Upgrades: Building an Intelligent Automatic 3D Warehouse