The decision to automate a food warehouse often stalls at a single question: can AS/RS systems handle the relentless cleaning, freezing temperatures, and regulatory scrutiny of food production? Many warehouses have learned the hard way that standard pallet robotics fail when exposed to daily washdowns with hot water and chemical sanitizers. Yet the right AS/RS, engineered with hygienic materials and validated washdown protection, can deliver the density and traceability that food processors need. Drawing on years of deploying pallet-to-person robotics, I’ve seen that the gap between failure and success hinges on material choices, sealed electronics, and a design that treats sanitation as a primary requirement, not an afterthought.
Operational Demands and Material Specifications for Food-Grade AS/RS
Food warehouses impose conditions that general distribution centers never encounter. Sanitation protocols are non-negotiable. Facilities processing raw meats, dairy, or ready-to-eat foods follow daily washdown routines involving hot water, foaming agents, and sanitizing chemicals. Any equipment on the floor must withstand direct spray and corrosive residue. Temperature control ranges from ambient to deep freeze, with rapid transitions between zones occasionally causing condensation and frost buildup on machinery. Traceability requirements under regulations such as HACCP and the FSMA demand that every pallet movement be logged and every lot number tracked. An AS/RS that works well in a room-temperature retail warehouse often founders under these combined demands unless designed from the start for food-grade operation.
The material choices inside a pallet shuttle determine whether it survives a daily washdown or corrodes within months. Conventional painted steel frames develop micro-cracks where moisture penetrates and rust begins. In a meat processing warehouse I visited, standard shuttle bases showed pitting corrosion after six months of exposure to mild acid-based cleaners, eventually seizing bearings and requiring replacement. For food-grade AS/RS, every component that contacts the washdown environment must be stainless steel, preferably 304 or 316L, with smooth, crevice-free surfaces that shed water and resist bacterial adhesion.
At Zikoo, our R-bot pallet shuttle for food applications uses a stainless steel frame with blackening treatment on structural components, eliminating painted surfaces entirely. The drive wheels are all-rubber buffer wheels, avoiding metal-to-floor contact that can generate particles and contaminate processing areas. Electronics are protected by a specialized PCBA coating that resists high humidity and condensation, common in coolers and freezers. Sealed cable connectors and gasketed access panels round out the design to meet IP65 or higher ratings where needed. Standard shuttles relying on open-frame designs and exposed fasteners simply cannot sustain the cleaning intensity required in food plants.

A second consideration is lubricants and bearings. Food-grade synthetic greases and sealed-for-life bearing units prevent lubricant leakage that attracts dust and pathogens. In a cold storage project handling frozen seafood, we selected NSF H1 registered lubricants for all shuttle moving parts, even though they add to unit cost, because a single contaminated batch traced to equipment lubricant can trigger a massive recall.
Cold Chain and Temperature Control Integration
Operating an AS/RS below freezing introduces different engineering challenges. Lithium battery performance drops sharply at low temperatures. The standard lithium iron phosphate cells used in many warehouse robots lose up to 30% of their capacity at -20°C if not designed for cold duty. In contrast, the R-bot cold chain variant uses a dedicated -25°C low-temperature lithium battery that sustains 6 to 8 hours of continuous operation per charge. The battery compartment includes a low-temperature charging port that allows automatic recharging without removing the battery from the cold zone, a practical necessity because bringing batteries to room temperature for charging creates condensation inside the cell housing and shortens service life.
Condensation management is equally critical. Shuttles moving from a -25°C freezer into an ambient airlock pick up frost that later melts, dripping onto pallets or pooling inside enclosures. To mitigate this, we apply conformal coating to all circuit boards and use drainage channels in structural members to direct water away from electronics. The PCBA coating used on the R-bot has proven effective in high-humidity environments including cold storage warehouses where relative humidity can reach 95% during defrost cycles.
Maintaining stable temperatures inside the storage aisles also requires integrating the AS/RS with the building’s HVAC system. Dense pallet racking can block airflow, creating hot or cold spots that compromise product quality. For this reason, the racking design must incorporate adequate ventilation gaps, and the shuttle system’s heat output, though small, should be accounted for in the thermal load calculation.
If your facility’s washdown protocol includes acid-based cleaners or temperatures above 80°C, material compatibility becomes a critical factor. Reach out to our engineering team at [email protected] to review your sanitation procedures before finalizing equipment specifications.

Achieving Traceability and Inventory Control in Food AS/RS
Food safety regulations demand that every ingredient and finished product be traceable one step forward and one step backward in the supply chain. An automated storage system, when connected to a capable warehouse management system (WMS), makes this far easier than manual tracking. The WMS records each pallet’s arrival time, lot number, expiry date, and storage location automatically as the shuttle moves it from the inbound conveyor to the assigned rack slot. During retrieval, the system enforces FIFO rotation based on production date, eliminating the human guesswork that leads to expired stock sitting in the back.
Our PTP Smart Warehouse Software generates real-time audit reports showing the exact location and quantity of any lot within seconds. During a simulated recall drill for a dairy client, the system identified all affected pallets and their positions in under two minutes, a task that would take a manual crew several hours with the risk of missing obscured racks. The software also monitors environmental sensors within the racking, logging temperature excursions that could affect product safety, and automatically flags affected inventory for quality inspection before shipment.
Comparing AS/RS Technologies for the Food Industry
Selecting the right automated storage technology for a food warehouse means evaluating the trade-offs between sanitation compatibility, density, cold tolerance, and initial cost. The table below summarizes the key attributes of three common AS/RS types.
| Technology | Sanitation Compatibility | Cold-Store Suitability | Storage Density | Typical Aisle Width |
|---|---|---|---|---|
| Unit-Load Stacker Crane | Limited – painted steel, open mast | Moderate – requires heater kit | Medium | 1.4–2.0 m |
| Two-Way Pallet Shuttle | Low – exposed components | Low – standard battery | High | Very narrow |
| Four-Way Pallet Shuttle | High – stainless steel, sealed design available | High – cold-chain battery option | Very high | Minimal (shuttle moves inside rack) |
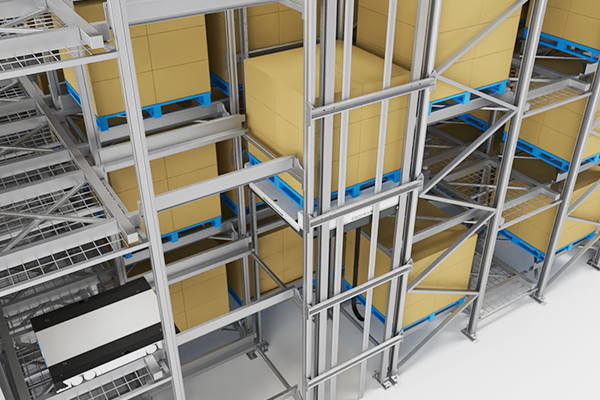
The four-way shuttle stands out for food applications because it operates inside the rack structure itself, removing the need for wide aisles and reducing the total floor area that must be maintained at cold temperatures. A dense shuttle system can pack pallets up to 10 deep with deep lane configurations, maximizing cube utilization in expensive cold storage real estate. With a companion vertical bidirectional elevator, the system becomes a six-way shuttle network that moves pallets vertically and laterally, eliminating single-point bottlenecks common in stacker crane systems.
In a frozen food distribution center, deploying a four-way shuttle system allowed us to increase pallet positions by 40 percent compared to the original drive-in racking layout, while cutting energy consumption per pallet stored because less air volume needed cooling.
Implementation Roadmap and Cost Considerations
Implementing a food-grade AS/RS typically follows a phased approach. The first step is a detailed engineering assessment of your existing facility, including floor flatness, column spacing, drainage layout, and cleaning chemical compatibility. For a greenfield project, the building can be designed around the shuttle system from the start, optimizing height and floor load. For a retrofit, structural reinforcements may be required to support the racking, and the floor may need resurfacing to meet flatness tolerances.
The upfront capital cost of a food-grade shuttle system is higher than a standard warehouse automation project due to stainless steel fabrication and cold-chain battery packs, but the operational savings often accelerate payback. A typical food warehouse using a four-way shuttle can reduce direct labor for pallet handling by 60 to 70 percent, shrink spoilage from expired inventory by 20 to 30 percent through automated FIFO, and lower energy costs per pallet stored by concentrating storage in a smaller temperature-controlled volume. In many installations, the return on investment falls between 3 and 5 years, depending on throughput and labor rates.
If your program involves facilities that run aggressive sanitation cycles with acid-based or chlorinated cleaners, it is worth confirming material compatibility before finalizing your budget. Send your warehouse layout and cleaning specifications to [email protected] or call (+86)-19941778955 to schedule a preliminary feasibility assessment with our engineering team.

Common Questions About Food-Grade AS/RS
Can standard pallet shuttles be retrofitted for food-grade use?
In most cases, no. Retrofitting standard shuttles involves replacing the frame with stainless steel, upgrading seals and connectors to IP65, exchanging lubricants, and modifying electronics for condensation resistance. The cost and engineering effort frequently exceed purchasing a purpose-built food-grade shuttle. In projects with budget constraints, we evaluate whether limited sections of a warehouse can adopt sanitized shuttles while other areas continue with standard equipment, but partial retrofits risk cross-contamination if the equipment moves between zones.
How often can a food-grade AS/RS be washed down?
Washdown frequency depends on the design and the chemical agents used. Shuttles built with fully sealed stainless steel bodies and conformal-coated electronics can handle daily low-pressure spray applications with mild detergents. High-pressure hot water above 80°C with aggressive caustic or acid-based foaming agents will degrade seals and coatings over time, shortening maintenance intervals. For daily heavy washdowns, we recommend a preventive maintenance program that inspects seals every quarter and replaces them proactively. The system’s real-world durability should be validated against your specific sanitation SOPs before deployment.
What food safety standards apply to automated storage equipment?
Contrary to a common assumption, there is no single universal standard for automated equipment in food warehouses. Equipment intended for direct food contact zones falls under FDA and 3-A sanitary standards, which prescribe surface finishes and material grades. For storage equipment in ambient or cold rooms that does not contact food directly, the focus shifts to contamination prevention. NSF H1 registered lubricants, IP-rated enclosures, and designs that minimize particle shedding align with HACCP requirements. The operative requirement is documenting material specifications and cleaning validation records that demonstrate the system does not introduce contamination risk into the storage environment.
Is a four-way shuttle better than a stacker crane for cold storage?
Four-way shuttles generally perform better in deep-freeze warehouses for several reasons. Because the shuttle moves inside the rack lanes, there is no unheated aisle to condition, cutting energy costs. The shuttle itself can be sealed more thoroughly than a tall mast assembly, making cold-chain battery packs and anti-condensation features easier to integrate. Stacker cranes can retrieve pallets faster in low-density layouts where many aisles are needed, but the capital and energy costs for cold storage tend to favor shuttle-based dense storage. In one frozen food project we completed, switching from a proposed stacker crane design to a four-way shuttle system improved energy efficiency by 25 percent and added 30 percent more pallet positions within the same building footprint.
How long does it take to implement a food-grade AS/RS?
Drawing on recent projects, implementation timelines for a full food-grade AS/RS typically span 6 to 12 months depending on scope. A standard sequence includes a 4-to-6-week engineering and simulation phase, 12-to-16-week equipment fabrication and factory acceptance testing, 8-to-12-week on-site installation and integration with the host WMS, and 2-to-4 weeks of commissioning and training. Retrofitting an existing warehouse takes longer due to floor preparation and the need to interleave work around ongoing operations. For time-sensitive programs, we can phase installation by deploying shuttles in one zone while the rest of the warehouse remains operational. Share your target go-live date and throughput requirements with our team at [email protected], and we can outline a schedule that fits your operational calendar.
If you’re interested, check out these related articles:
Six-Way Shuttle Empowers 3PL Providers to Build Next-Generation Smart Logistics Hubs
Six-Way Shuttle: Empowering Industries to Embrace Smart Warehousing