AS/RS implementation risks are often overlooked because too many project evaluations treat all automated storage systems as interchangeable black boxes. But anyone who has deployed pallet shuttle robots in a real warehouse knows the failure modes are specific: a lithium battery dropping out in a -25°C cold store, a WCS command conflicting with a third-party WMS, or a shuttle losing positioning accuracy after six months of heavy duty cycles. The result is downtime that no amount of upfront cost planning can fix. Drawing on a decade of designing and delivering pallet-to-person robotics projects, this article walks through the engineering risks that matter, and how to address them before breaking ground.
Common AS/RS Implementation Risks Overlooked by Many
Most teams enter an AS/RS project focused on capacity gains and labor savings. Those are real benefits, but I’ve seen projects stall for reasons that never appeared in the initial ROI spreadsheet. The risks break into three layers that demand separate attention:
- System-level: mismatched shuttle layout designs that reduce throughput after installation.
- Equipment-level: mechanical and electrical failures that surface only during sustained operation.
- Integration-level: gaps between the WMS, WCS, and shuttle control software that create data black holes.
The projects I’ve been called into later almost always had clear warning signs early. One cold chain facility we supported had installed a competitor’s shuttle system only to find the batteries failed to hold charge below -18°C, a detail the supplier had not tested before deployment. That single oversight forced six weeks of unplanned retrofitting while product inventory sat idle.
Hardware Reliability Risks in AS/RS Shuttle Systems
Pallet shuttle hardware operates under conditions that constantly test mechanical wear limits. A four-way shuttle that looks fine on a spec sheet can degrade faster than expected once daily duty cycles exceed 20 hours.
Mechanical Wear and Tear in High-Duty Cycles
Drive wheels and lifting mechanisms are the most common failure points. In our experience with R-bot four-way shuttles, we’ve built in hardened wheel materials and a body thickness of 125 mm to manage stress across 1,500 kg loads. Even so, I recommend any new deployment run a 1,000-cycle continuous test on actual pallet weights, not just factory simulations. The test exposes alignment drift and lubrication breakdown that don’t show up in short runs.
Battery Degradation and Failure Scenarios
Lithium battery performance is the single largest operational risk in shuttle systems. Standard cells degrade unpredictably in cold stores below 0°C unless the battery is purpose-built. We specify a 51.2V/40Ah low-temperature lithium battery for R-bot units in cold chain applications, rated for 8-hour continuous operation at -25°C, with a separate low-temperature charging port to avoid in-cycle failure. Without this dedicated cold chain spec, I’ve observed full charge cycles drop to under 3 hours after only a few months, which forces unscheduled charging windows and disrupts picking sequences.
Software Integration Pitfalls in AS/RS Projects
Hardware gets most of the attention, but the control software layer is where many AS/RS implementations hit a wall. The chain from WMS order release to shuttle motion involves multiple software modules: WES orchestration, WCS equipment dispatch, and RCS robot-level commands. Any mismatch in data format or handshake timing creates errors that are invisible to operators until a pallet goes missing.
Integrating Third-Party WMS with Shuttle Control Software
When a warehouse uses a legacy WMS from a different vendor, the integration effort is often underestimated. I’ve worked on recovery projects where the shuttle system was physically installed and tested, but the first live order release triggered a command queue overflow because the WMS batch-release frequency clashed with the WCS path-planning logic. Zikoo’s PTP Smart Warehouse Software platform handles this by embedding WMS, WES, WCS, and RCS into a unified stack, which eliminates cross-platform handshake points. If you’re mixing vendors, insist on a joint integration test with at least 50,000 simulated order lines before going live. That volume usually surfaces the silent timing bugs.
Cold Storage Challenges for AS/RS Shuttle Operation
Cold and frozen environments amplify every hardware and software risk. Electronics that perform reliably at 20°C can fail intermittently at -25°C, and condensation issues during defrost cycles introduce corrosion risks that aren’t present in ambient warehouses.
Maintaining Shuttle Performance in -25°C Cold Storage
The two critical adaptations we’ve built into shuttle systems for cold storage are battery chemistry and PCB protection. The R-bot cold chain variant uses a lithium battery designed for -25°C discharge with a dedicated low-temperature charging interface, and all PCBA boards receive special coating to resist moisture ingress during temperature swings. Even with these provisions, I always recommend installing localized temperature and humidity monitoring near the shuttle charging stations, because microclimates near dock doors can be 8°C to 10°C colder than the aisle average, and that differential is enough to push a battery past its rated limit. Regular thermal imaging checks during the first winter of operation catch these edge cases before they become failures.
Reducing AS/RS Project Risks Through Vendor Selection
Choosing the right integration partner is where many of the earlier risks get controlled or amplified. I’ve evaluated vendors who promised full compatibility but had never delivered a project that included cold storage or high-SKU picking; their proposals looked complete but lacked the engineering depth to handle edge cases.
A supplier’s ability to demonstrate real project delivery data matters more than a polished proposal. Ask for at least three references in the same industry and temperature range as your operation. Request site visits during active operation, not just a show-and-tell, and pay attention to how technicians respond to unexpected issues during the tour. If the vendor’s engineers can explain the specific failure recovery logic built into their shuttle control software, that’s a strong signal. If they can’t, assume you will be the one debugging integration issues later.
Long-Term Operational Risks in AS/RS Maintenance
Once the system is live, maintenance strategy determines whether the initial performance levels hold over five to ten years. The most common long-term risks I see are underinvestment in spare parts inventory and insufficient technician training. A single H-bot vertical shuttle failure in a high-bay rack can block an entire aisle if a replacement unit isn’t available within hours, not days.
Beyond spare parts, the software side requires continuous attention. As a warehouse’s SKU profile shifts, the original slotting optimization algorithms may lose efficiency. Without periodic re-tuning, throughput can drop 15% to 20% without any hardware fault. I recommend an annual software health check that re-analyzes order data against current rack configurations and shuttle path logic. This is one of the lowest-cost ways to extend system ROI. The maintenance contract should explicitly include that software re-optimization, not just hardware service calls.
Moving Forward with Confidence in Your AS/RS Project
The risks in AS/RS implementation are real, but they are also well understood by engineers who have been through dozens of deployments. The projects that succeed are the ones where the team acknowledges that pallet shuttle systems are not plug-and-play, and that the engineering work before installation determines uptime after go-live.
If your project involves cold storage, high-SKU complexity, or integration with an existing WMS, a focused risk review with a robotics engineering team can surface the specific failure modes that apply to your operation. Reach out to Zikoo Smart Technology Co., Ltd at [email protected] or call (+86)-19941778955 to schedule a technical walkthrough of your planned AS/RS layout and receive a preliminary risk assessment based on your storage conditions and throughput targets.

Questions About AS/RS Risks That Come Up Repeatedly
What is the most common reason an AS/RS project fails to meet throughput targets?
In our project reviews, the single biggest cause is a mismatch between the initial throughput modeling and real-world order patterns. The model often assumes a uniform order distribution, but actual warehouses experience peak bursts that push shuttle and elevator cycles beyond design limits. When a system is specified without a 15% to 20% buffer above modeled peak throughput, the first seasonal surge can cause backlog cascades.
Do automated shuttle systems require specialized maintenance staff?
Yes, and underestimating this need is a common budget error. While a shuttle system doesn’t need a large team, the technicians must understand lithium battery management, encoder calibration, and the shuttle control software’s diagnostic interface. We typically recommend two trained technicians per shift, cross-trained on mechanical and software troubleshooting. The manufacturer’s after-sales support should include on-site training during installation and a remote diagnostics hotline for the first year.
Can an AS/RS system be relocated or expanded later?
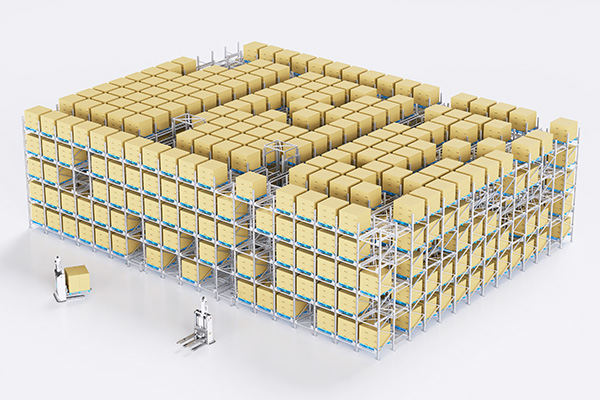
It depends on the original system architecture. A four-way shuttle grid with a modular rail design, like the R-bot system we deploy, can be expanded by adding lanes and shuttles without major structural changes. However, relocation of an entire system is less straightforward: the rack structure is usually custom-designed for the building column grid, and moving it to a different facility often requires significant re-engineering. If future scalability is a priority, clarify during vendor selection whether the control software architecture supports dynamic addition of shuttle units and rack rows without a system-wide shutdown.
How long does it take to implement a new AS/RS shuttle system from contract to go-live?
For a mid-size installation of 20 to 30 shuttles and associated rack and lift infrastructure, the timeline typically ranges from six to nine months. The first phase, detailed mechanical and software design, takes about two months, followed by three to four months of manufacturing and factory acceptance testing. On-site installation and commissioning require another four to six weeks, capped by a two-week live test with real inventory. Delays usually come from customer-side readiness, such as floor flatness corrections or IT network provisioning. Getting those prerequisites confirmed in the first month of the project is the best way to protect the schedule.
What should logistics directors ask suppliers about risk before signing an AS/RS contract?
Go beyond the standard reference calls. Ask the supplier to provide the mean time between failure (MTBF) data for their shuttle drive units and vertical lifts from actual installed systems, not just theoretical calculations. Request to speak with a client who runs a similar temperature environment, not just a larger facility. And ask the engineering team directly, not the sales lead, to walk through the last three significant system recoveries they handled. Their answers, or hesitation, will tell you more about the real risk profile than any proposal document. If you’d like to discuss how these questions apply to your specific warehouse layout or storage conditions, reach out to our team at [email protected] with your preliminary specifications and we’ll provide a technical perspective.
If you’re interested, check out these related articles:
Six-Way Shuttle System Leads the Shift from Machines to Robots in Dense Storage Automation
Six-Way Shuttle Powers Dense Storage: Breaking Space Limitations
Smart Storage Revolution: Comprehensive Overview of Four-Way Shuttle Systems for Automatic 3D Warehouses
Revolutionizing Cold Chain Logistics: Zikoo Robotics Six-Way Shuttle Powers High-Density, High-Efficiency Warehousing
Six-Way Shuttle: The Ultimate Warehousing Solution for Cost Reduction and Efficiency